While additive manufacturing has many advantages, such as its ability to build complex geometries, it is still a limited technique in several ways. A striking example is that it is an ‘in the box’ process: components are built inside dedicated machines that are sealed away from the outside environment.
However, a trend is developing that frees additive manufacturing from its confines by integrating it with robotics. Could this be the future for the sector?
Robotic additive manufacturing has existed for some time, according to Phil Reeves, vice-president for strategic consulting at additive specialist Stratasys.
Two factors are driving its current development: a need to build larger components than are possible with conventional enclosed additive devices, and a desire to integrate additive manufacturing with other conventional automated production systems, such as machining.
“Robots have been part of integrated production for many years, whereas, if you think about 3D printers – especially open architecture, by which I mean devices you can plug into a SCADA system on a production line – they are still in their infancy,” Reeves said. “There’s also the fact that additive manufacturing often requires some post-processing, whether that is some machining to pick up physical data points, post-process inspection, surface finishing, sanding or painting. And in fact all these processes are done by robots in industry. So integrating your additive machines with a robot means you can develop a whole production architecture around robotics.”
Origins in welding
Currently, most robotic 3D printing is carried out by mounting a deposition effector on either a robot arm or a co-ordinate system; that is, a printing head sliding along a beam that itself slides along rails on a gantry. This type of technology originated in the welding sector, Reeves said.
An example of this, he added, is an Israeli system called MASSIVIT, which is equipped with two robot arms and extrudes a gel with a toothpaste-like consistency that is cured by UV light; it is capable of building items up to 1.8 x 1.5 x 1.2m in size.
Stratasys itself last year produced a robot composite demonstrator machine with an FDM (fused deposition modelling) head on a robot arm. FDM is Stratasys's trademark technique, building items from extruded thermoplastic filament.
Of course, as with many engineering techniques, there are trade-offs. What robotic additive manufacturing gains in its ability to produce large objects and integrate with other processes, it loses in precision.
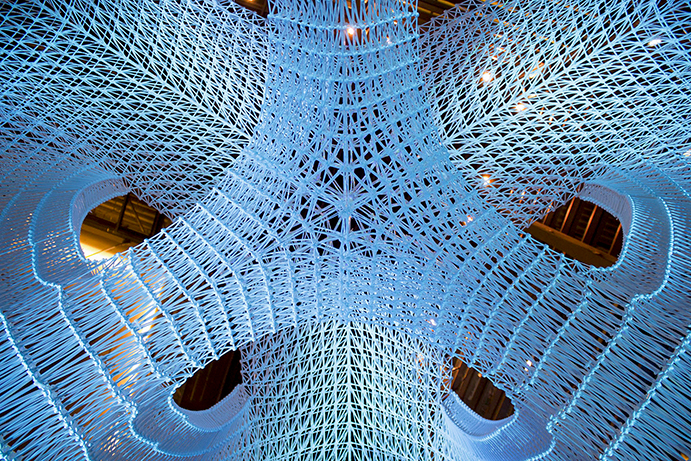
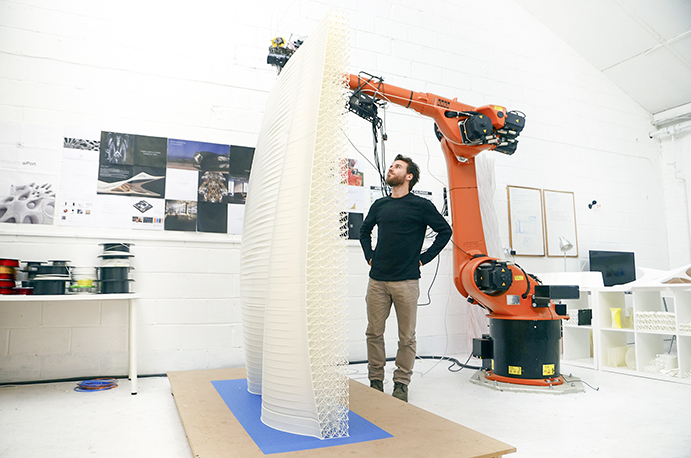
East London-based AI Build illustrates neatly the point about the value of control. Using fairly simple hardware – polymer-filament extrusion heads on standard six-axis polar robot arms from manufacturer Kuka – the company focuses on the built environment, using AI software to plan the movements of the arms and ensure accuracy and structural integrity. AI Build produces items measuring up to 3.2 x 2.4 x 2.8m in multiple materials, which are used at trade fairs, in art galleries and at universities; a 5 x 5 x 4.5m pavilion structure was made in 48 parts from 160kg of biodegradable filament.
“Robots are not the most accurate things in the world,” Reeves said. “You have to spend a lot of money on a very large-capacity robot to get any sort of accuracy out of it. So what we’re seeing being built in this space at the moment is a lot of lower-accuracy components, often the sort of thing that might have been built by fibre-glass lay-up before.”
The welding sector is still very active in robotic additive manufacturing. The Welding Institute (TWI), the Cambridge-based organisation that pioneered metal additive techniques, developed a series of systems that used robotics to control deposition heads, and used them to build highly accurate aerospace components.
Carl Hauser, a TWI consultant in additive manufacturing based in Leeds, explained that he uses laser metal deposition (LDM) – where a laser creates a ‘melt pool’ on a metal substrate into which powdered metal is fed (this developed from laser cladding processes) – to produce casings for aircraft engines and gas turbines. “This is large-scale stuff that would be too big for a powder-bed system but is very well suited for this type of open architecture,” he said. “We build thin-walled structures, from 800µm to 2mm thick, and from 300mm up to 1.5m in diameter. Conventionally, these would be built by forming thin-sheet materials and welding them together, but the additive technique gives significant time compression and gets past another problem: you get a lot of distortion when you weld thin-sheet materials, so these components often need a lot of machining to tidy them up afterwards. The casings we produce by LDM are net shape and within tolerance; we tend to use gantry systems to move the print head, which stretches the definition of robot for some people but has greater accuracy than robot arms.”
Hauser added a note of caution. “These robotic techniques have to be taken on a case-by-case basis, and there are notable limitations. With a powder-bed technique, you can print overhanging features because you print support structures at the same time as your component and the powder bed itself supports the part. Anything that you make using robotic additive has to be free-standing and self-supporting; although you can print overhangs to an extent by reorienting and manoeuvring the substrate, which is another advantage of being in the open and not ‘in the box’. It may be possible to actually form support structures in this way, although we haven’t done that yet because we haven’t found an application where it is needed. But future developments will see us going in two directions in terms of what you print: finding out how big you can go and also how complex you can go.”
Reeves’ predictions are more ambitious. “We will definitely see machines and hybrids increasingly integrated into production lines, which in a way is an extension of something we already see. It’s not a big step from machines that deposit adhesives onto a surface to machines that deposit more structural materials,” he said. “We’ve seen lots of proposed configurations, through to putting 3D printers onto drones, and schematics of things like surface crawlers that do repair. So if you take a large ship or vessel that requires repair or cladding, you have a robot equipped with optics that detects if something has a crack in it or is worn down, deposits material, potentially polishes it, rescans it and so on. I’m sure at some point we will see this on more intelligent robots with AI built into them.”
Remanufacture focus
What Reeves describes is essentially remanufacture: removing worn or out-of-tolerance material from a component and rebuilding it by depositing fresh material. This already seems well suited to robotic additive processes, particularly as they need to be combined with conventional subtractive techniques. Remanufacture is a focus of TWI’s work with LDM — repairing mould tool surfaces and high-value aerospace and defence components — and is being investigated by Rolls-Royce for repairing worn jet engine turbine blades. It is also the stock-in-trade of Hybrid Manufacturing Technologies, whose chief executive, Jason Jones, is identified by Reeves as a pioneer in integrating additive techniques with robotics.
“The background of why we do this is twofold,” Jones told The Engineer. “One is that conventional additive manufacturing doesn’t deliver the surface finish and accuracy we were accustomed to with more conventional CNC machining, so part of the motivation was to be able to build a part and finish it in situ in a single set-up.
“The second motivation was to combine several types of additive technique in the same space. We took part in a four-year project funded by the Technology Strategy Board — now Innovate UK — and eight or nine companies including Renishaw, Delcam and TWI. We were able to demonstrate a fully automated remanufacturing solution that involved taking an old component, measuring it, removing material that was worn out, using additive techniques for metal deposition and then switching over to machining, all using a machine-tool platform. We chose a standard tool-holder to be the interface by which you pick up and move the item around the various operations. As far as I’m aware, that was the first attempt to modularise additive and integrate it with other platforms using an open architecture.”
According to Jones, robotic techniques are particularly suited to additive processes that use harder and more rigid materials. He conceded that open-architecture systems have limitations, “but we’re very comfortable out of the box”.
Click here for an article exploring Spider robots equipped with additive manufacturing systems



April 1886: the Brunkebergs tunnel
First ever example of a ground source heat pump?