Keeping Britain’s trains running is a concern close to the hearts of a very large proportion of the working population and Siemens, supplier of many of the trains on the UK’s rail network, takes it very seriously. Condition monitoring is an important part of the toolkit.
The company has recently begun using an innovative technique to pick up signs of wear to the bearings of its train traction motors, enabling it to overhaul the motor before it breaks down and saving both time and money.
’If we can detect signs of wear to traction motor bearings, we can repair or replace that motor at our own convenience before more significant damage occurs,’ explained Peter Ridgway, production support engineer at Siemens Mobility, Rolling Stock. ’The cost of repairing a damaged traction motor would be many times the cost of a standard overhaul.’
The method used by Siemens is vibration monitoring, which is becoming more widespread within the industry. The company turned to specialist Schaeffler - which Ridgway found on an Internet search - to solve a problem that had arisen in the traction motors of its Desiro electrical trains.
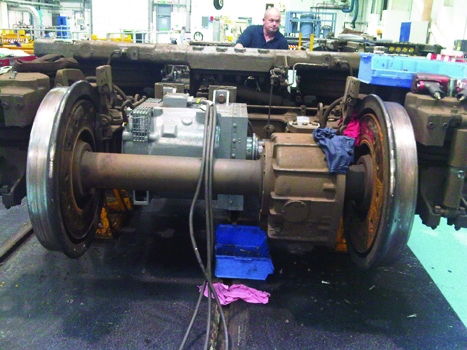
Desiro trains normally comprise four coaches, each with two bogies that hold two axles. On each train, eight axles are driven via their own asynchronous traction motor.
If we detect signs of wear to traction motor bearings, we can replace that motor at our own convinience
Peter Ridgway, Siemens Mobility
’In theory, these traction motors have a service life approaching a million miles before they need overhauling, but we were experiencing some bearing issues earlier than this,’ Ridgway explained. He needed to find a way to monitor the condition of the traction motors to predict how long they would remain operational, so that overhauls could be scheduled and unexpected breakdowns avoided. Schaeffler UK’s engineering manager Steve Lacey was at first not sure that vibration monitoring was the appropriate technology for this. ’It only works when you can find a specific and characteristic vibration that you can relate directly to the condition of a particular component,’ he explained. ’So I had to take my equipment along to Siemens’ workshops and see whether I could find anything suitable.’
Lacey used magnetic accelerometers to measure vibration from the traction motor housing. The trains were positioned above an underfloor wheel lathe, which is used to ’skim’ the wheels so that they have the correct profile to keep contact with the rails.
’After carrying out detailed vibration measurements on the traction motor housing, it became apparent that simple characteristic vibration parameters related to the raw signal and the signal envelope could be used to give a very reliable indication of the condition of the motor.’ Moreover, he found that he could pick up these signals despite background vibration from the train’s gearbox and axle box and from the belts, conveyors and bearings of the lathe itself.
Lacey took measurements on three different types of train, using locations at various points on the motor housing. He then used specialised bearing analysis software to look at three frequency bands of vibration, using almost 8,100 data points. ’Even among the very high background noise, it is possible to detect vibration frequencies that are related to the drive-end bearing,’ he said.
’Once I’d established that, I needed to find a way that the Siemens engineers could monitor the vibration themselves,’ Lacey said. ’And for that, I decided the best thing would be our handheld vibration monitor, the FAG Detector III.’ The Detector III is generally used for ’patrol’ condition monitoring applications, where operators plan a route around a facility with several rotating machines and check each in turn over a set period. ’You just put the magnetic accelerometer onto the machine, then at the end of the patrol you download the results onto a laptop and it runs the diagnostics,’ he explained. ’But for Siemens, we needed something [that] would be able to tell them what they needed to know immediately, and which wouldn’t need a specialist to operate or to interpret the results.’
This required developing new software for the Detector III. ’We programmed it so that there is now a separate rail measurement option on the device’s menu,’ Lacey explained. ’That means that all the Siemens staff need to do is to attach the detector to the motor housing, select the appropriate option and away they go. The monitor will then tell them whether the vibration is within acceptable parameters for the specific type of motor and bearings they’re using.’
It’s a constant learning process, and users need to realise that - you can’t just install and walk away
This, Lacey believes, is the first application of its type in the rail sector - and Peter Ridgway is impressed. ’The cost of purchasing two FAG Detector III units is modest compared with the cost savings we will make due to fewer motor repairs - eliminating the possibility of in-service traction motor failures and the disruption this would cause to our rail operators and networks,’ he said. ’In addition, we can now properly survey the fleet of trains to assess the condition of their traction motors and to make more informed choices as to when to overhaul that particular motor.’

For Lacey, this project represented good use of technology. ’There are two types of vibration condition monitoring: patrol type and permanently installed monitoring equipment, which tends to be used for more safety-critical applications because it’s more expensive,’ he said. ’But whichever type is used, it’s very important for companies to realise that just buying or installing equipment isn’t the end of the line.’
Vibration monitoring allows plant operators to understand how their equipment is functioning, but it takes time to establish where the normal parameters are and how to recognise when to take action. ’It’s a constant learning process, and operators need to realise that - this isn’t equipment that you can just install and walk away,’ he warned. ’We work closely with our customers so that they understand how to use the equipment so that they can get the most benefit from it.’
indepth safety in numbers
Condition monitoring technology is a growing sector that is expected to be worth £1.1bn by 2015
The condition monitoring equipment market is growing strongly, according to industry analyst Frost & Sullivan, with the growing understanding that this type of technology can lead to significant cost savings. Worth around £720m in 2010, the sector is growing at around 3.2 per cent annually and is forecast to reach a value of £1.1bn by 2015.
The market is composed of three main sectors: vibration monitoring, analysis of lubrication oil and thermography, with the first of these accounting for about 60 per cent of the overall market. Vibration monitoring is also the fastest-growing segment, as smaller industrial markets - such as mining, sugar production, building inspection and marine engineering - join the larger users in the process sectors.
Thermography is also growing strongly, as the technologies available to industries become more affordable. Handheld thermal monitors are becoming more widely used in maintenance, energy auditing and building inspection.
Recent activity in the sector includes the acquisition towards the end of last year of Commtest by GE. The company specialises in vibration monitoring, particularly for wind turbines. GE already owns one of the major players in this sector - Bently Nevada - which produces sensors, based on eddy-current detection technology, to monitor vibration.
Production Essentials
The key facts to take away from this article
- Condition monitoring is important for keeping the railways running
- Vibration monitoring can be used to detect wear in traction motor bearings
- Engineers can take patrol measurements using a handheld device
- Establishing normal parameters for vibration monitoring takes time



Glasgow trial explores AR cues for autonomous road safety
They've ploughed into a few vulnerable road users in the past. Making that less likely will make it spectacularly easy to stop the traffic for...