Since additive manufacturing (AM) was invented there has been a disconnect between the design engineer’s vision and the physical printed part.
CAD vendors wrote CAD files for conventional manufacturing and AM machines are designed to receive STL files, which translate the design for the printing machine. They do marry, but they require a ‘mesh’ solution. Companies including Materialise and nettfab then began to offer an STL fixing function, as a translation stage. But it was still two communities working apart, said Danny Weber, vice-president Strategic Alliances at Stratasys.
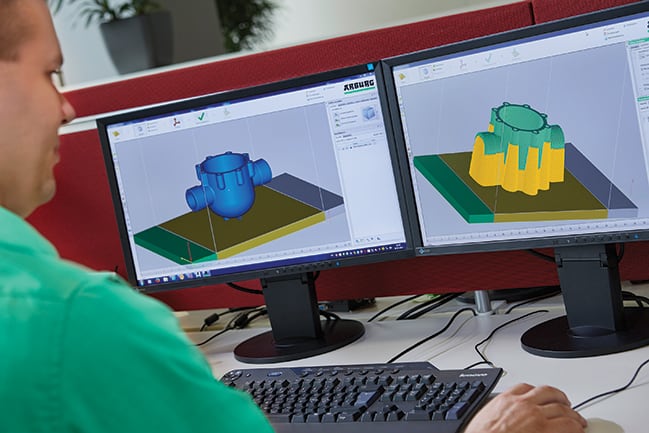
“It was a broken system with no true integration.” Printed parts have big physical differences to machined and cast parts in terms of end of use. For example, metal 3D-printed parts with overhangs require supports, which need removal that can leave a residue. The core AM technology – material deposition – naturally leaves a lumpy or ‘rippled’ surface in many cases, which may be fine for applications such as prototypes but not for in-service, high-tolerance applications. High amounts of finishing can be required.
Dr James Moultrie, senior lecturer in Design Management at the University of Cambridge, and his team have recently been awarded an EPSRC grant to research design for additive manufacture. This will examine additive manufacturing for series production as opposed to prototype, where the underlying assumption is that making the economic case for many AM processes is, today, difficult.
“It is often disappointing for designers when they expect to see the beautiful finished component that they imagine comes straight off the machine. But unless they have experience of this they won’t realise the amount of hand finishing [needed] to remove supports and to clean the parts up,” said Moultrie. His research aims to help eliminate post-printing processes.
Another problem is that original CAD programs were not built to consider unique features of AM parts such as infills and internal structures. The industry has responded. Several makers of new technologies are aiming to give the market a new standard for fully integrated CAD for AM, designing for end-use manufacture from screen to machine.
PTC’s Creo 3 software platform was launched in June 2015. CAD company PTC partnered with AM machine manufacturer Stratasys to deliver this and a platform called Design for Additive Manufacturing. The joint venture’s vision is to provide a single environment within PTC Creo to design, optimise, prepare, and validate designs for 3D printing. Stratasys’s Danny Weber said it is the only platform that has reached this level of maturity for integrating design and manufacture.
“Stratasys believes in collaborative efforts to promote the 3D printing space, and seeks partnerships with CAD vendors to address these issues and promote 3D printing accessibility and development
of advanced design and engineering functionality,” he added.
Collaboration seems to be key to product development in AM, as companies realise there is safety in numbers in a market developing at light speed. Autodesk has developed Autodesk Spark that tackles the problem of integration in a different way. Spark provides extensible application program interfaces (APIs) for each stage of the 3D printing workflow. These enable companies to add 3D printing functionality to applications. Autodesk claims that Spark can enable any application to prepare, optimise and deliver 3D models for any 3D printer or service bureau.
Nettfab, which Autodesk acquired on 28 September, takes a different approach. It takes in a file from the native format and slices it directly into the printing machine, without converting it to an STL file. “It is still mesh-based, because to turn it into a 3D form we have to turn the raw CAD design file into something that is editable, this is, into ‘slices’,” said Duann Scott, business development at Autodesk Spark 3D Printing Platform. Nettfab and PTC Creo 3 are still remeshing tools. “Until we can get a format that can go directly from the CAD software into a printer, we will always have to remesh. It is
a matter of how elegantly and intelligently we remesh those files,” he added.
The really big initiative is to replace the STL file format with a new format called 3MF. A consortium of companies, including Autodesk, Stratasys, Dassault Systemes, Materialise, Microsoft and others, is defining a new file format, which will allow better connectivity between authoring tools and printers. “It conveys more information than just the topology in triangulation form,” said Scott. “There is still a form of mesh involved – i.e. it is a translation from one language to another – but we think we can improve on this translation.”

Many printed parts need external supports and infills, printed simultaneously with the components, especially for metal parts with overhangs. Supports vary a great deal from one solution to another. Supports can be soluble in water or another substrate, suitable for FDM and Stratasys’s polyjet systems, for example, or breakable. The material that touches the part itself can be weaker than the primary support, to leave a smaller residue.
“Today, the supports are designed within the interface printer operator software and the user can edit the support material, structure, location and solubility, from the user interface not in the CAD environment,” said Weber from Stratasys. But the designer has limited ability to simulate and understand the effect of this type of support on the part, he added. “Our vision is that the engineering industry will benefit as the integration of CAD design and 3D printing platform progresses as we allow the engineer to simulate the part given the specific printing operation, including the support that he can use.”
Several companies and universities, such as 3DSIM, are doing R&D on software and hardware solutions to print metal without supports. Depending on the geometry and the processes used this is now possible, but it’s not easy and has not become standard.
Arburg, which introduced the Freeformer AM machine to the UK and Ireland in September, has an ‘open system’ for standard materials that gives greater possibilities to vary certain parameters that might be needed, or helpful, for certain designs. It offers both soluble and breakable supports, the latter is a thinned-out intermediate layer with specifically generated predetermined breaking points. It shows that customisation is an important feature for AM machines across the upper price range.
Defence company BAE Systems is trialling many techniques with AM, software optimisation and supports. Matt Stevens, BAE’s team leader for AM in Warton, said there is a gap in the technology and an element of guesswork.
“CAD packages are set up to enable design for conventional manufacture. There is definitely a gap in between what current CAD software provides and what you need to be able to design optimally for additive manufacture,” said Stevens. BAE Systems uses the Magics platform for manipulating STL files and for putting supports on to part designs. “We currently have to go through an illiterative process – trial and error – where part designs are put into the software to prep them for the build, which includes the supports, analyse different orientations and [we] potentially have to go back to modify the design to then ensure all external and internal supports and surface finish are optimal to produce the printed part.”
Stevens said supports do far more than prop up the component. “For metal powder-bed, the SLM process, there are several aspects to cover and there will always be design concerns around these supports. They not only stop overhands from collapsing but also need to secure the part to reduce distortion and act as a thermal conduction pass, to remove heat from the part.”
BAE Systems is making and fitting a range of AM parts onto both ground-based systems and in-flight components.



Nanogenerator consumes CO2 to generate electricity
Whoopee, they've solved how to keep a light on but not a lot else.