Moving at a good CLIP
Continuous liquid interface production looks set to make its mark on the ever-evolving world of additive manufacturing.
To watch a demonstration of the latest ‘breakthrough’ additive manufacturing technology is to invite a reasonable doubt: could this be an elaborate April Fools? Before your very eyes a geodesic sphere is drawn magically from a pool of resin, like the sword from the stone, in one smooth motion. It is indeed April 1, the commercial launch date of the M1, an additive manufacturing machine made by Carbon, a startup company based in Redwood City, California.
As the last few drops of resin fall away from the sphere, we are told it has the mechanical properties and the surface finish of an injection-moulded part, but is far too complicated to be injection moulded. So how is it done? What’s the catch? There is no part handling, no re-dipping, no repetition or layering of any kind. It looks like a miracle.
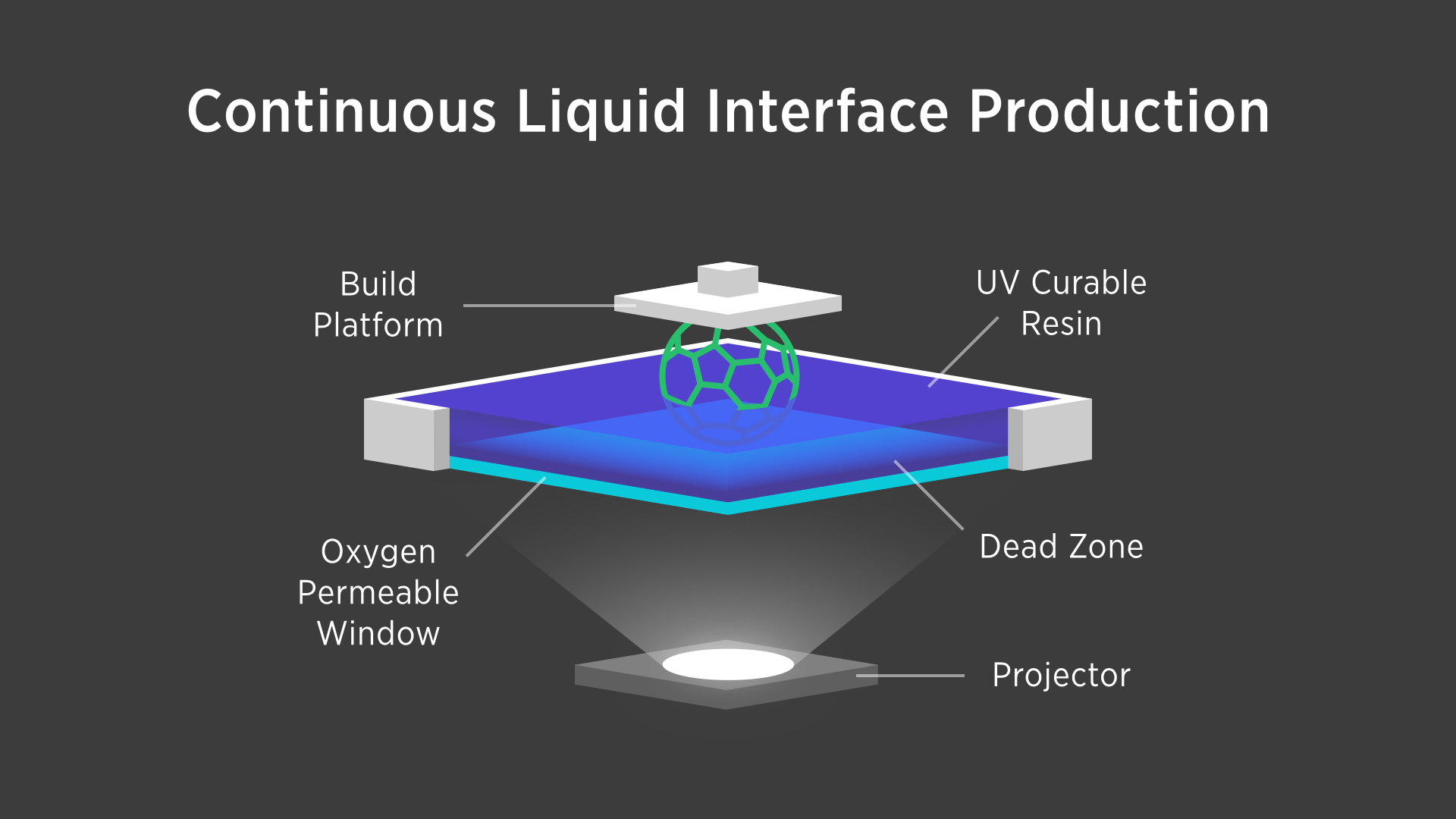
According to Kirk Phelps, vice president of product management at Carbon, this is continuous liquid interface production (CLIP) in action.
Register now to continue reading
Thanks for visiting The Engineer. You’ve now reached your monthly limit of premium content. Register for free to unlock unlimited access to all of our premium content, as well as the latest technology news, industry opinion and special reports.
Benefits of registering
-
In-depth insights and coverage of key emerging trends
-
Unrestricted access to special reports throughout the year
-
Daily technology news delivered straight to your inbox



Water Sector Talent Exodus Could Cripple The Sector
Maybe if things are essential for the running of a country and we want to pay a fair price we should be running these utilities on a not for profit...