Traceability can best be defined as the ability to describe and follow the life of an object both forward and backward — that is from its origin to its development, and vice versa.
Although the purpose differs for different applications, traceability offers great benefits in manufacturing — especially where critical systems are involved.
This is chiefly because it allows failed components to be tracked back through their entire lifecycle to see if any patterns emerge regarding their production or design which may have led to their failure. If a defective product has to be recalled, it is because it passed through the checks designed to have stopped it.
So to find the solution we have to go back to the cause of the problem. In addition, knowing what was done, and how, can be essential when responding to a customer order.
Traceability can lead to a greater knowledge of the company’s capabilities, making it possible to meet an order quicker and more cheaply. It can also be a starting point for the statistical methods of process control (SPC). And, most importantly, if customer protection is a cornerstone of our economy, traceability is an efficient method of sorting out any disputes by proving that working practices were followed to the letter.
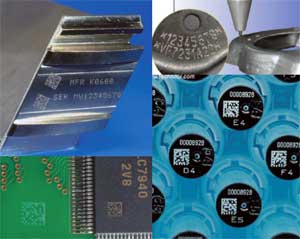
Although there are many ways to identify a product, direct marking — which is robust and can be read automatically — offers the greatest advantages to the user. There are, of course, other methods but all have their drawbacks.
Hand marking is easy to implement, but slow, inconsistent, labour-intensive and expensive. n Inkjet printing is fast and programmable but is not permanent. Presses can make fast, permanent marks, but they are not very flexible and cannot be used on hard or fragile parts effectively. Chemical-etch is inexpensive, but slow and inconsistent.
The majority of today’s systems use either micro-percussion or laser technologies to record information such as a machine number, worker, suppliers and batch number. One of the leaders in the field, French company Technifor, offers a range of rapid indent and laser marking machines for permanently marking a wide variety of materials. These units are fully programmable and can mark variable text, date codes, serial numbers, logos and 2D codes such as Data Matrix and barcodes.
Their compact TD410 laser marking system, for instance, features short pulses for high peak power and good beam quality. The unit is air cooled with a low-maintenance, fibre-coupled diode with a life claimed to be 10,000 hours-plus. An adjustable head with 360º orientation allows for greater application flexibility. The TD410 — which can be simply programmed using Technifor’s Windows-based T700W software — is ready for computer free-use or direct link to PLC depending on application requirements. Marking applications include medical instruments, electrical components, automotive and aerospace.
The company also manufactures technology capable of indent marking. An example of this is the CN110, an all-in-one marking system, which is ideal for integration within a production line or an automated assembly/test cell. By using the device’s RS232 serial link or integrated 6 Input/2 Output, the CN110 can communicate with other controllers, which allows real printing on- demand.
For example, test results can be permanently marked as straightforward pass/fail identification, or as a numeric value.
Another leader in permanent indent marking systems, SIC Marking, supplies key industries with a wide range of product marking and identification solutions including indent dot marking; scribing; marking machines, Vision Data Matrix codes and character reading.
The range is suitable for all industrial sectors including automotive, aerospace, rail and medical. SIC has provided Rimstock — one of the world’s leading manufacturers of alloy wheels — with four portable P60 dot marking systems for a variety of product identification, traceability and operational purposes.
Rimstock’s range features light, exotic alloy wheels and customers include Aston Martin, Lexus and Daimler-Chrysler. The company also manufactures the after-market brands of Team Dynamics Light Alloy Wheels and the Unisport range.
The P60s mark the wheels with a product identification number and a unique process sheet number. They are also used to identify drilling positions and encode time, date and pressure testing information on the wheels. Prior to the introduction of the P60, all the marking had to be hammered on to the products using a hand-stamp.
Rimstock plant manager Richard Sideway said: ‘The SIC marking machines have made a huge difference in the end result of all our marking processes. ‘We no longer have to keep changing between hand stamps as the P60 automatically stamps the time and date. It can also be programmed with other information to suit our individual requirements.’
The P60 offers user-friendly programming with a marking preview and roll-down menus to ensure fast, simple operation. SIC says it also provides consistent precision and quality and can be customised to customer specifications. Data transfer is via RS232 and a simple Windows database link. The machines can also be used to mark Data Matrix 2D codes. This allows significant amounts of information to be encoded in a small area and read by portable or integrated optical readers.
MECCO is another leader in the marking field, offering a full range of technologies, including its exclusive Bumpy Bar Code and 2D Data Matrix with direct part marking by laser, dot peen, semi-automatic presses and manual marking tools.
US power system manufacturer John Deere has warranted diesel engines manufactured at its Waterloo, Iowa, plant for over 15 years and says that traceability is a primary production requirement. In the past it would first track suspected problems to around 20 to 30 engines, then physically examine blocks and cylinders, which in turn would lead to the parts in question. Although this was effective, it was also time-consuming and costly.
The company wanted a traceability method that would allow immediate identification of specific engines, as well as key components within those engines. So it invested in a system which includes a MECCO SP-202 computercontrolled marking system and fixed-mount reader. To accommodate the company’s requirement for an extremely fast cycle time, the system was engineered with three stations — two marking heads, and one fixed scanner.
The first station provides human readable marking, the second indents the Bumpy Bar Code marking, while the third station scans and verifies the integrity of the marks.
John Deere said that it achieved 100 per cent traceability of key components throughout the production cycle and, more importantly, throughout the product life cycle. Parts are read immediately after marking to ensure readability, then again at numerous points during manufacture to capture information regarding machines used, operator, date and time at each station, control parameters, and other data.
All these systems demonstrate full and automated traceability throughout the life of a product and provide support for process improvement, plus quality and warranty issues — surely a must for every engineering system.



Poll: Should the UK’s railways be renationalised?
I think that a network inclusive of the vehicles on it would make sense. However it remains to be seen if there is any plan for it to be for the...