The Bilfinger VAM AnlagentechnikFroniuopts for one-sided root pass welding on a large scale in plant, container and pipework construction. The company used the latest MIG/MAG TPS/i power source from Fronius for the first time in a hydropower project currently underway in the Austrian Alps. As a result, VAM was able to simplify its welding operations while simultaneously reducing the number of devices required.
A 430MW pumped storage power plant is currently under construction at 2,500m above sea level in Carinthia as a part of a modernisation and extension project for an existing group of power plants. With completion planned for 2015, this will be one of the most powerful power plant groups in Europe. However, the works are barely noticeable, as the actual construction work is taking place almost exclusively inside the mountain. A cavern 25m wide, 58m long and 43m high cut deep into the rock provides space for two sets of pump-turbine machines, each with an output of 215MW. In order to make use of the available lake (functioning as an upper reservoir), a tunnel has been excavated in the rock. An underground steel pipe system stretching over five kilometres is being installed inside, consisting of a 3.3km long headrace tunnel and an 800m long pressure shaft with an incline of 42˚.
Nearly 4,000 tonnes of steel built into the mountain
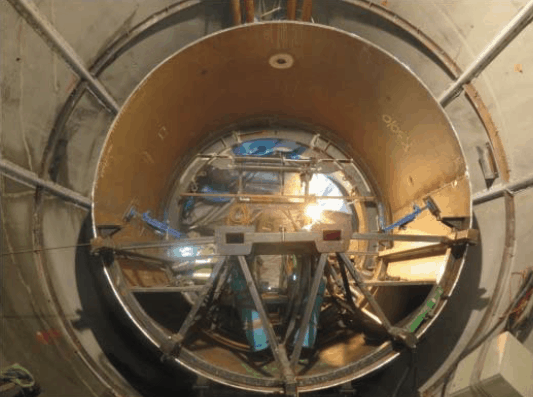
The pressure shaft has a diameter of 3.60m and an operating pressure of 105 bar. The difference in height between the upper and lower reservoir over the course of the year averages 595m. To complete the pressure shaft, Bilfinger VAM Anlagentechnik, a subsidiary of the Bilfinger Berger Industrial Services Group (BIS Group), used 3,963 tonnes of steel in the construction of the pressure shaft lining and the associated system components.
In addition to the pressure shaft lining, Bilfinger VAM Anlagentechnik is also constructing and installing – on-site and in its own workshops – the necessary distribution pipelines weighing 132 tonnes, two intake manifold flaps of 3.60m in width, 2.40m in height and with an operating pressure of 20 bar each, as well as two rotary valves with a diameter of 1,600mm and an operating pressure of 105 bar in collaboration with a partner. The materials used include Alform 700, 550, 460 and S690QL1.
For the first time in Europe, thermomechanical steel with a strength class of 690N/mm² was used for the pressure shaft lining. Unlike quenched and tempered steel, this steel has the advantage that it is cheaper to manufacture and can be welded more easily.
“The focus for us, however, is always on the quality of the weld seam,” emphasises Peter Krenmayr, head of the Welding and Testing Engineering business division at Bilfinger VAM Anlagentechnik. “This applies in particular to one-sided root passes, which are an important part of the welding process in the manufacture of the pressure shaft lining.”
One-sided root passes welded in a vertical down direction
Up until recently the plant engineer used a process specially developed for one-sided root passes in pipeline construction. This process did not keep current or voltage constant, but instead adapted the current automatically to the heat requirements of the arc.
“The weld seam quality achieved for root passes welded in a vertical down direction met our stringent requirements and those of our customers,” reports the VAM manager. “However, setting the parameters on the welding system is not that simple and requires a welder with a great deal of experience.”
For this reason, the managers have been searching for better alternatives for quite some time.
The managers were delighted when Fronius announced the new TPS/i MIG/MAG power source at the end of 2013, and seized the opportunity to test the performance of the new welding technology at an early stage, also delivering some valuable feedback. The TPS/i with the LSC Root characteristic is now the plant engineer's preferred choice for welding one-sided root passes in a downward direction. Meanwhile, three devices from the latest welding system generation are also being used in the workshops at the company headquarters in Wels. If necessary the company can even count on the equipment pool of Bilfinger Gerätetechnik GmbH, which already boasts over 1,200 Fronius devices; 20 of which are from the TPS/i series.
The LSC in LSC Root stands for Low Spatter Control. By directly comparing the various arc processes, it soon becomes clear how Fronius arrived at this name: unlike traditional dip transfer arcs, the spatter ejection could be dramatically reduced.
This spatter reduction can largely be attributed to the extremely high arc stability, which has only become possible thanks to the quicker and more precise control circuit of the TPS/i.
As a result of a more stable and focused arc, root arc pressure and deposition rates with the LSC are higher than with the conventional arc variants available up to now. This has also allowed the LSC to steal a march in terms of welding speed, which is particularly evident when comparing the processes for root pass welding that has to be performed in a vertical down or vertical up direction.
Quicker than MMA and TIG welding
In the case of conventional MMA welding, a root seam can be welded at a speed of approximately 9cm/min – provided that it is performed by an experienced welder. Nevertheless, the slag on the inside and outside has to be removed and the weld seam also needs to be ground. TIG welding produces an optimum weld seam appearance, but only allows a low welding speed of approx. 5.5cm/min. With a conventional dip transfer arc the process is much quicker. In a vertical down position, welding can be performed at a rate of up to 25cm/min, though there is a risk of incomplete fusion due to the low arc pressure and the advancement of the weld pool. This is why a root pass could usually only be welded in a vertical up direction using MAG devices. In order to prevent the weld seam dropping through, welding had to be performed using a lower heat input and at half the speed (approximately 12cm/min). The weld seam also had to be ground to counteract the risk of a lack of fusion.
All that is no longer an issue thanks to the TPS/i and LSC Root characteristic used by VAM Anlagentechnik, as a high arc pressure and high deposition rate mean that welding can be performed in a vertical down direction and thus more quickly. Micrographs prove that, due to a special current profile, LSC Root guarantees excellent root formation and gap-bridging ability, while incomplete fusion becomes a thing of the past.
“Tests that we have carried out confirm these results,” says Peter Krenmayr. “The TPS/i in combination with LSC Root is best suited to one-sided root pass welding in a vertical down position and is much easier to work with than the solutions we have used previously.”
While the previous solution was developed exclusively for one-sided root passes welded in a vertical down direction, the TPS/i can also be used as a universal MIG/MAG welding system for producing filler passes and final runs. This means that the device pool for VAM Anlagentechnik will shrink considerably or can be used for other tasks, while at the same time allowing welding work to be completed more quickly and efficiently.
The VAM manager also sees potential for the company to extend the application area for root pass welding: “The suitability of the TPS/i with LSC should be assessed wherever normal carbon steel and one-sided root passes are used. With this solution we are fully equipped to deal with the challenges that lie ahead.”



Water Sector Talent Exodus Could Cripple The Sector
My local water company is Severn Trent which has a market capitalisation of £8.2 billion, made a pre-tax profit of £200 million in 2024 and is paying...