Shown for the first time at MACH 2016 will be new range of Italian-made products that incorporate permanent-electro magnets, designed for workholding on machine tools and for handling sheet, bar and other ferrous materials in warehouses and factories. It follows 1st MTA’s appointment last year as UK and Irish agent for the equipment manufacturer, Tecnomagnete spa.
Items in the product range likely to be of particular interest include the MillTec Grip magnetic clamping system for milling machines and machining centres. The low-profile, frameless, monolithic clamps have a sealed, double magnetic circuit that allows uniform clamping between the workpiece and the magnetic surface and at the same time between the magnetic system and the machine table.
Emphasis will be placed on solutions for 5-axis and 5-sided metalcutting applications. Five sides of a component are freely accessible for milling and drilling and the light weight of the clamping system means that heavier components can be processed for a given maximum table load.
For added versatility, the workpiece can be raised from the working surface by a steel block carrying the MillTEC module. It is then possible to address machining around the periphery of the sixth side if the component overhangs the plate. It also gives more clearance for the spindle to facilitate machining of the four adjacent sides using shorter tools to minimise vibration.
Flexibility is further extended by the option to use reference dowel pins. These may be employed for accurate, repeatable, off-line fixturing of components on pallets used in multi-pallet machining cells. They also enable fixturing of non-magnetic components such as aluminium, brass and composite, as well as any awkwardly shaped part, in conventional fixtures.
For grinding applications, TFP and TPF magnetic clamping systems offer advantages, not least the variable magnetic pull-down force to suit the workpiece. The ability to remove residual magnetism from the component after machining prevents build-up of grinding dust on the surfaces and consequently the need for its time-consuming removal.
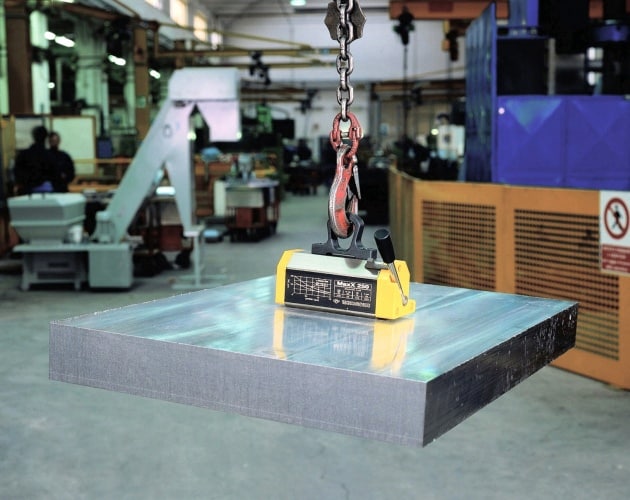
Worthy of special mention in the work handling section of the catalogue is the patented MaxX range of manually controlled lifters, which contain high-energy magnets capable of lifting loads up to two tonnes. The monoblock body improves safety by avoiding the need for separate sections bolted together. The flux remains entirely within the body until the handle is pulled to activate the lower surface of the lifter. Any metal object near the sides does not lessen the magnetic force, resulting in secure handling.
The US workholding system manufacturer, Chick, represented in the UK by 1st MTA, offers a number of versatile solutions for clamping products quickly on machining centres. For example, an Indexing Sub System (ISS) will be demonstrated to show how it is able to present more components to a spindle by adding a fourth axis, a configuration that has the potential to increase a manufacturer’s profitability enormously.
The system on a vertical machining centre typically comprises four Chick Qwik-Lok twin-station workholding units mounted on the faces of a Multi-Lok square section column held horizontally between a rotary indexing table and a tailstock clamped to the machine table. On a horizontal-spindle centre, the Multi-Lok is clamped to the rotary table.
In this way, a minimum of eight components can be milled and drilled in a single CNC program, while if machined soft jaws are used, many more can be presented to the spindle, resulting in fewer tool changes per component and even more efficient production.
Another Chick product on show, which is a direct replacement for the old-fashioned wind-up vice, is the One-Lok clamping system, as will be explained on the stand. Unlike a traditional vice, which requires up to 70 complete revolutions of the operating handle to be fully opened or closed, One-Lok features a ‘QwikSlide’ mechanism that allows the moveable jaw to be easily unlocked and slid forwards or backwards to within a few turns of full closure, greatly speeding workpiece set-ups.
Its maximum grip capacity of 17 in (432 mm) is complemented by the manufacturer's ‘Boltfast’ jaw system, which enables jaws to be replaced quickly and efficiently with a repeatability of 0.02 mm. The system’s compact, modular design also features innovative ‘squeeze’ clamping, which imparts a pull down action and virtually deflection-free clamping with a maximum retaining force of 4.5 tonnes.
On show from Kitagawa will be a representative selection of the Japanese manufacturer’s rotary tables. A new model on the stand will be will be the Kitagawa TT150 tilting type rotary table with 150 mm faceplate and MAC mini controller for providing 4th and 5th NC axes on a machining centre.
High clamping torques, extreme rigidity and fast operation are key features of Kitagawa’s heavy duty GT series. Available in three models with tables from 200 to 320 mm diameter, the units incorporate a novel piston design that delivers component clamping torques of up to 2,800 Nm.
Productivity is further enhanced by the tables’ rigid yet compact design, which allows maximum metal removal rates to be combined with high indexing accuracy and repeatability. The series also features a rapid clamping action for reduced cycle times and maximum production throughput.
At just 99 mm deep, the body of the Kitagawa CK160 NC rotary table has a smaller footprint than any other model on the market. The ultra-compact 4th axis is suited to mounting on the table of a BT30-taper machining centre and provides manufacturers with a larger working envelope on any size of machine.
The CK160 is offered with a built-in rotary joint, in which case it is designated CKR160. A conventional table would typically measure half as much again from the face plate to the back. The rotary joint, which has seven ports for pneumatic and hydraulic supplies, allows the unit to operate on the C-axis of a 4-axis machining centre. Indexing accuracy is 20 arc seconds, with 4 arc seconds repeatability.
An extended range of collet chucks from Kitagawa will be exhibited, including standard short and long chucks and quick-change variants. Pull-back types, designated DHP, provide secure and accurate clamping of components and generate a powerful holding action for first-operation work. Other models like the fixed-length DHF range feature a removable bore stop, fixed collet position and high accuracy to ensure precise second-operation machining.
All chuck mounts suit a wide range machine tool types and have been designed to be both compatible and quickly interchangeable with other quick change collet clamping heads, without the need for special adaptors. The lightweight units are a good choice if a lathe spindle has a low maximum allowable weight based on its bearing load capacity and collet chucks are also popular for applications involving high spindle speeds.
Moreover, such chucks apply clamping force all around the circumference of a part instead of at a few contact areas, leading to tight concentricity. This can be particularly significant for second-operation work where accuracy relative to the first operation is needed to avoid tolerance build-up. Collets also open and close faster and can be exchanged more quickly than jaws, boosting productivity for both long and short runs.
A recent example of 1st MTA’s bespoke, problem-solving approach to workholding involved clamping an irregularly shaped automotive pump housing, in this case using a jaw chuck. The component has two through-holes in a flange that are specified to extremely close tolerances in relation to the central bore. In addition, the taper of the cast body called for a chuck capable of providing substantial pull back characteristics.
Following a detailed evaluation, 1st MTA recommended a purpose-designed back stop and two jaws with a custom profile mounted in a Kitagawa PWT power wing chuck with draw-down action. The solution was subsequently confirmed through a series of tests and the component is now in volume production at a leading component supplier to the motor industry.
A wide range of Kitagawa’s standard chucks will make an appearance at MACH. The NV chuck range has been developed to meet the demand for large power chucks in vertical lathes. Produced in eight models for components from 62 to 1,000 mm diameter, NV series units feature a protective jaw cover and scraper system that prevents the ingress of swarf or coolant into the chuck mechanism. They are rated for maximum speeds up to 2,900 rpm and are designed for use with standard range Kitagawa jaws and Y2035R type cylinders.
Kitagawa’s QJR08, QJR10 and QJR12 quick change chucks are interchangeable with the company’s popular large through-hole B208 / B210 / B212 and BB208 / BB210 / BB212 models. The new units’ base jaws, which are rapidly and simply changed using a manually operated wrench, feature metric serrations to accommodate a wide variety of popular jaw types.
Kitagawa steady rests will be in evidence for shaft machining on lathes and grinding machines. The extensive range boasts a high level of build quality to ensure accuracy and safety on the shop floor. Different versions encompass fixed or travelling positioning, vertical loading, crank shaft turning, models with an actuating cylinder, compact designs for restricted work areas and heavy duty models for components weighing up to 40 tonnes.
The Italian-built Iemca range of shop floor automation equipment will be represented on the stand by two automatic bar magazines for lathes. The KID 80 features outstanding versatility, as it is suitable for fixed- and sliding-headstock single-spindle turning machines, either CNC or cam-type. It can accommodate bar diameters from 5 to 80 mm and lengths up to 1,615 mm and can also handle bar pieces by inserting them into the spindle.
The ideal application for the compact feeder is in a production environment producing small to medium sized batch quantities with frequent work setups. Changeover from one bar diameter to another is performed rapidly and easily. The system is entirely mechanical, assuring reliable performance and efficiency. No compressed air connections are required.
The Boss 21 bar magazine for use with both sliding-head and fixed-head lathes will also make an appearance. It is a compact model for feeding bar from 5 to 51 mm in diameter and with a maximum length of just over two metres, making it a good choice if a long bar feeder is required but space is restricted. Less material is lost through remnants than if shorter bar is used and longer periods of unattended running are possible.
The Iemca Master 80 UP HyperFlexible bar magazine for feeding stock from 15 to 80 mm diameter will also be promoted. It has a novel loading system that allows bars to be presented ergonomically at a height without the operator having to bend the back or arms or lean into the rack. Stock can be transported to the loading position by fork lift truck, hand pallet truck, overhead crane, a hoist or a handling trolley. The bars then enter the magazine via an inclined chute and are raised one by one to rack level automatically by a fully guarded, integral, vertical lift system.
Flexibility for users that set up jobs frequently across a wide range of bar diameters, without the inconvenience of spending much time changing the guide channel each time, is the principal advantage of the magazine’s design. It means that changeover from one bar to the next can be accomplished in around one minute, leading to minimal lathe idle time. Only the pusher collet and the two-part front bushing need to be exchanged. On other bar feeders, from three to six different sizes of channel would be needed to span a bar diameter range of 15 to 80 mm.
Darex, the US manufacturer of drill sharpening equipment represented in the UK exclusively by 1st MTA, has introduced a new, automatic, 4-axis CNC machine that is a faster and more accurate than its predecessor. A collet chuck version of the bench-top machine will be demonstrated for the first time at MACH.
Designated XPS-16+, it can process two-fluted high-speed-steel, cobalt, carbide and coated bits from 3 to 16 mm in diameter and can create any point angle from 90 degrees to 150 degrees as standard. The unit also sharpens split point geometries and complex, 4-facet point drills and can automatically hone carbide drills for high cutting precision. The CNC system allows the user to customise point styles and save the program for future use.
Further improvements over the previous model include an increased number of stored drill files; users can save up to 100 geometries. The upgraded machine also allows the user to choose between no-split, X-split, R-split and the new split-only option. The start of the grind position has been incremented, resulting in more efficient use of the abrasive for longer wheel life. In addition, greater resolution has been added to the motors for improved surface finish.



Water Sector Talent Exodus Could Cripple The Sector
Maybe if things are essential for the running of a country and we want to pay a fair price we should be running these utilities on a not for profit...