Promoted Content: Light, Strong and Defect-Free Laser Welding - Perfecting the Process for the Automotive Industry
Between the needs of reducing emissions, constantly improving safety, and keeping costs low, the automotive industry faces challenges arising from recent shifts toward eco-friendly vehicles.
Engineers at ArcelorMittal are optimising the use of material for automotive design that meets safety standards and decreases environmental footprint.
Safety. Environmental impact. Cost-effective design. The number of factors an automotive manufacturer must consider when developing a car is staggering. With safety standards that continue to evolve over time, and the ever-present need to reduce emissions and price, one area that has major impacts on all of these concerns is the design and weight of the vehicle.
Automotive manufacturers rely on laser welded blanks (LWBs), which comprise metal sheets of different thicknesses and grades, to minimise and control the amount of material employed in different regions of a car, such as the frame and body (see Figure 1). Among other regulations, these blanks must keep up with crash safety requirements.
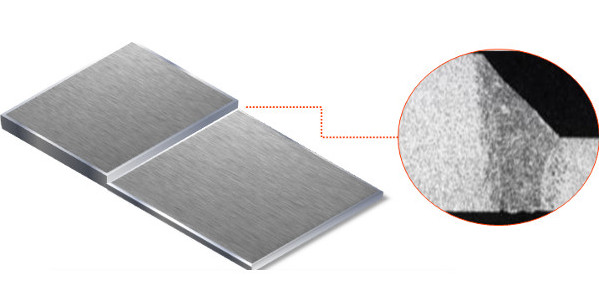
Enter ArcelorMittal, a company that produces strong, high-quality steel. Through numerical simulation, they are optimising their welding process of LWBs to create blanks that ensure proper performance and minimise part weight by finding the best combination of different grades and thicknesses in their welded steel sheets.
Register now to continue reading
Thanks for visiting The Engineer. You’ve now reached your monthly limit of premium content. Register for free to unlock unlimited access to all of our premium content, as well as the latest technology news, industry opinion and special reports.
Benefits of registering
-
In-depth insights and coverage of key emerging trends
-
Unrestricted access to special reports throughout the year
-
Daily technology news delivered straight to your inbox



Water Sector Talent Exodus Could Cripple The Sector
Maybe if things are essential for the running of a country and we want to pay a fair price we should be running these utilities on a not for profit...