AT RPC Promens’ Northumberland packaging production facility, many thousands of HDPE containers and bottles of almost every shape and size imaginable are produced to exacting customer and international specifications and shipped all over the world, every week.
No challenge is too great for the plant, which is at the forefront of plastic container design. From this deceptively scenic and sleepy location in the village of Plenmeller near Haltwhistle, some of industry’s most familiar plastic container shapes are produced for use in everything from agri-chemicals to diesel, and salt to coffee. The facility is a centre for custom designs produced for the company’s Industrial UK operations, part of the multi-national €4 billion turnover RPC Group.
“If it’s a challenging customer design, then it’s up to us to solve it,” explains Engineering Manager, Steve Dixon. “Many of the containers must also meet stringent food hygiene or UN chemical verification standards and we are subject to regular customer audits from a number of official bodies. So, shipping anything less than a perfect container to customers is simply not an option.”
The versatile production facility operates 24-hours a day, with 35 extrusion blow moulding machine stations to feed a number of single-product, dedicated production lines as well as many more modular line set-ups for outputting customised batch production orders as required.

A small number of rejects are an inevitable consequence of the blow moulding process, especially at the start-up of a production run. However, with such varied output in size and shape, from jars, bottles and jerrycans to oil containers, there has previously been little alternative to the laborious manual quality checking of every product by operators on the packaging and printing lines.
“We always used to consider machine vision to be a solution for big applications,” Steve Dixon continues. “Our only previous use has been a legacy system that uses 11 cameras for multiple inspections for a high-specification chemical container.

“Using modern vision sensors from SICK to catch any manufacturing defects is offering us the opportunity to introduce something much simpler and more repeatable using a technology that’s under constant development, so there is no risk of obsolescence.
“We are particularly looking for any potential problems that could cause problems for our customer. If our containers have the potential to stop their filling line or cause them difficulties, with possible additional downtime costs, then they are defects we have to catch.”
Narrow Neck
The first challenge for the SICK Inspector PIM60 was a bottle with a very narrow neck which has been produced at the Plenmeller site for more than 20 years. Up to 2 million can be produced every year, but the custom design, presents some challenges for the engineering team.
“As a result of the blow-moulding process, there’s a potential for difficulties in achieving a consistently round neck and in avoiding flashing or additional material remaining in the neck. Up until now every bottle has needed to be inspected off-line by operatives in the print department. It simply wasn’t practical to do on the moulding line.”
Inspector PIM60
The SICK Inspector PIM60 2D vision sensor was ideal for the task. It was launched in 2013 as a compact and affordable 2D vision sensor that can be installed and commissioned quickly without complex set-up.
Neil Sandhu, SICK’s UK product specialist for Imaging and Ranging continues: “The Inspector PIM60 is a vision sensor that offers all the performance you would expect from a 2D smart camera for automatic rejection of out-of-specification components. It can also provide valuable data via the integrated web server to help production teams to improve the efficiency of their process.
“The Inspector PIM60 is easy to set up using SICK’s SOPAS software and a laptop PC. Operators do not need any special training, you simply ‘teach’ it what to look for using the user-friendly software.
“An InspectorPIM60 was positioned to check for six different defects in the neck of the bottle from above. The sensor is set up with a digital output delay, timed to trigger an air jet when the rejected bottle is in the right position to be blown off the line into a scrap container for recycling.”
To achieve successful inspection by the sensor, RPC’s engineering team built a new conveyor so each bottle would be stable enough to be centred for accurate imaging. Electrical Engineer Tom Nicholson continues: “The Inspector PIM60 was mounted in a light box enclosure to eliminate problems caused for the sensor’s high shutter-speed by the low-frequency fluorescent ambient lighting in the factory. This has also given us the flexibility to set up the line on different machines, at different locations in the factory without causing issues with changes in ambient lighting.
“We also integrated a counting system onto the line, so we could provide a real-time operator check of reject rates. The complete system can be set up easily on a number of different blow moulding machines, when a new production batch is needed.
“We test the system by running dummy defect products at the beginning of each shift, then just leave the system to operate. We can also review results and reject rates with a laptop PC via sensor’s web server.”
Five Litre Containers
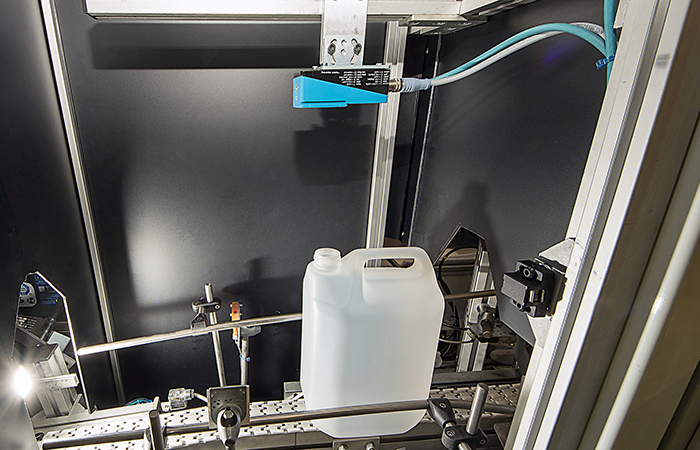
As a result of the success of the first system, RPC moved on to install a second Inspector PIM60 vision sensor to inspect the neck of 5-litre containers. Some 12 million containers are produced annually as a stock item, and are in constant production at a rate of 8 every 15 seconds.
A similar system to the narrow-necked bottle inspection was set up with the addition of a visual display on the machine to display real-time results as the system inspects for roundness and any contaminants around the neck. Regular batch changeovers between natural and white colour are easily accommodated by the vision sensor.
Steve Dixon continues: “The typical reject rate from the blow moulding process is around 99.4%. Rather than having to rely on human checking which could be subject to attention fatigue, the sensor will pick up a problem every time. It reliably picks up on every defect so there’s no risk of a faulty bottle getting through.
“Using the vision system means we can free up an operator to be more effective elsewhere. However, the advantages go far beyond a saving in labour. The big difference between manual checking and using machine vision is the reliability. We’ve got the confidence that the product going down the line is going to be right.”
Even a slight infill in the neck of the container could lead to problems for the filling machine probe on the customer’s line. The consequence could be poor filling or spillage that could halt the customer’s production.
“The commercial implications of that could be very serious for us. We may have to send operators to the customer’s site to check every bottle. Especially on a food hygiene site, the customer has the option to return a whole batch, and the plastic would then have to be recycled and remade or even scrapped altogether. Investment in the vision system offers our customers additional reassurance and we always like to show them the system when they visit the plant.
“Ideally, as a result of the initial vision installations we’d like to standardise on SICK vision equipment and introduce it to more of our lines in due course.”
For more information about machine vision solutions from SICK UK, please contact Andrea Hornby on 01727 831121 or email andrea.hornby@sick.co.uk, or visit www.sick.co.uk.



INWED Engineering Profile: Naval Architect Ellie Driver
Not a woman I´d want to cross … oh, that was Elle Driver