Pumps are often designed to operate at a single point known as the Best Efficiency Point (BEP). As components begin to wear, a pumps performance begins to decline, with operation away from this point leading to issues such as accelerated bearing or seal wear, vibration, excess temperature rise or cavitation. Quite often declining performance can start gradually, before quickly accelerating until failure if performance issues are not addressed in a timely fashion.
Pump maintenance is needed to restore performance, reliability and ensure process performance is restored to original design criteria.
There are 3 types:
Corrective (Reactive)
Preventative (Semi Proactive)
Monitoring (Proactive & Predictive)
Corrective Maintenance is undertaken when failure has occurred. The unit may be leaking, efficiency reduced, pump stopped or motor tripped, leading to loss of production resulting in an urgent situation where parts must be sourced and fitted quicky.
At times specialist labour may be required but also specialist lifting equipment. The average cost of downtime is £12K per incident, takes on average 8 hours to resolve and occurs 4 times a year. This is without considering customer dissatisfaction, and product wastage, so ideally this situation is one to be avoided.
Preventative Maintenance is inspection and repair scheduled at specific intervals (daily, weekly, monthly, yearly) or based on the number of hours run. Visual inspections are made externally and internally by dismantling the unit, replacing seals such as gaskets and mechanical seals, with pump parts checked for wear.
A typical preventative Maintenance Checklist Consists of:
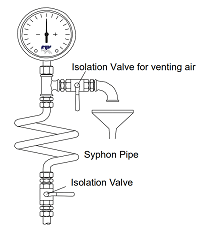
Differential Pressure: Check the operating pressure by calculating the difference between the inlet and outlet pressure of the pump ensuring it is operating on curve.
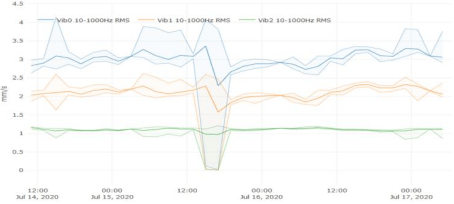
Vibration – Ensure vibration is minimal, and within designed limits.
Noise – Check for high pitched squealing, grinding, or the sound of gravel within the pump (cavitation). Check noise limits are within design limits.
Excess Temperature – Check motor, bearing and casing temperature. Thermal imaging cameras can detect excess temperature quickly, without stoppage, dismantling or contact with the unit.

Corrosion – Check for corrosion on parts such as main body, flanges, impeller & casing plug.
Gaskets – Monitor swelling, Wear or leaks from the casing.
Wearing Part Tolerance – Check parts are within design tolerance through use of a vernier. Measure Shaft OD and condition, Impeller Diameter, bearing tautness around the shaft and casing thickness.
Motor Measure current draw, continuity of windings and condition, whether bearings should be renewed, grease & oil levels.
Mechanical Seal (barrier fluid) – Check for contamination such as changes in general colour or appearance, PH, presence of particles, viscosity, or if fluid is at excess temperature during operation.
The cost of Preventative Maintenance & Relationship of Preventative Maintenance to Corrective Maintenance
The “6 to 1 Rule” discovered by John Day Jr, (Manager of Engineering & Maintenance at Alumax South Carolina stated that the ideal ratio of Proactive Maintenance (PM) to Corrective Maintenance (CM) should be 6 to 1 - 6 PM checks to 1 RM check. If your ratio is below this then according to his theory it is being inspected too infrequently, above and inspections are too frequent.
Although Proactive Maintenance can seem to avoid the urgent costs and downtime associated with reactive maintenance, PM maintenance costs can be high due to the cost of labour in dismantling of complicated designs such as Progressing Cavity, or Triplex Plunger pumps which are often time consuming to maintain with more than one person required to undertake work.
On dismantling units, some seals require replacing regardless of condition, and excess spares can be required in case of gasket entrapment during assembly. Rental of specialist lifting equipment may be required and there can be situations where when inspected, pump parts do not require replacement.
Monitoring
The ideal situation is to ensure components are replaced before failure but not so far in advance that they have experienced little wear with valuable time spent on inspecting components which are otherwise fine.
This can be achieved through a monitoring device, where when the right data is collected, pump failure can be anticipated between 3 and 12 months in advance with an 80-95% accuracy.
With the average lead time on DN100 pumps, and units over 5 years old being 3 months or more, it is essential that spares are either on the shelf or failure is anticipated through advance ordering.
Monitoring devices can vary significantly in capability, and should provide the following to ensure failure can be forecast with sufficient time to plan:
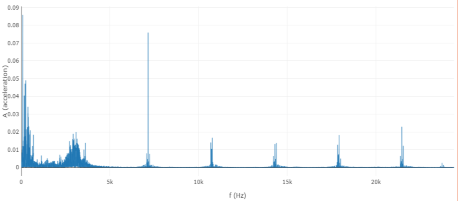
High Frequency Data – Data is collected across a broad spectrum detecting the first stages of abnormality. Cheaper units typically collect data across a 1000Khz spectrum which will provide very little time to react. Our Overwatch device monitors over a 65,000Khz spectrum.
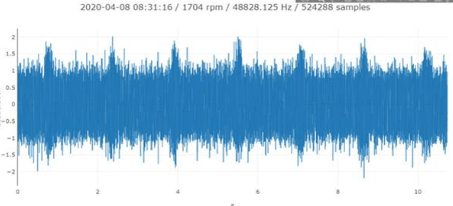
Sample Length – Long sample lengths ensure data is captured for sufficient time to detect issues. A long sample length for fast rotating equipment is 22 Seconds (at 48Khz) or 110 seconds for slowly rotating equipment ensuring a detailed overview is provided.
Rapid Min/Max Average Monitoring – Monitoring minimum and maximum values quickly such as current draw, or torque increase due to motor failure, pump blockage or leakage ensure reliable data is reported swiftly without missing key peaks or troughs which can go unnoticed with infrequent data collection.
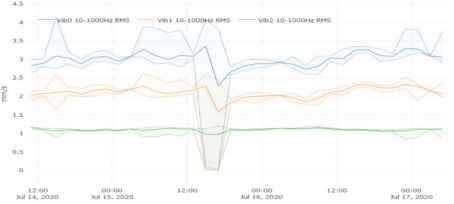
AI Forecasting – Forecasting data within trends enables machine health forecasting, allows advance repair decisions to be made, budgets forecast, correct resource allocation and enable stress reduction within supporting teams.
All of the above features work in harmony to ensure there is sufficient time to react, unplanned work is eliminated, and downtime avoided.
Typical Maintenance Hazards
There are hazards during any maintenance activity. Always ensure the correct PPE is worn before attempting repair, that sufficient expertise is on hand and chemical data sheets of any fluid being pumped are checked prior to undertaking work. A full risk assessment should be completed in advance.
Typical hazards include:
HAZARDPOSSIBLE DANGERPOSSIBLE REMEDY
Pump PressurisedSteam Escape with contaminantsJets of Hot LiquidEnsure pump has cooled sufficiently and pipework drained before attempting disconnection
Check external casing temperatures
Open bolts slowly
Hazardous FluidsIrritation, Chemical burns, ignitionEnsure when pump is opened the unit is cool, not pressurized, ignition sources are not present, and any fluids spilt are contained.
Cartridge Seal RemovalSparks, Heat generation or damageUse Centering clips and ensure set screws are loosened
Manual HandlingInjuryCheck weight of pump, ensure use of lifting apparatus, and that pump is not lifted by motor alone
Electricity SupplyElectrocution or unintended startupEnsure electricity supply is shut off and pump driver locked out
Static DischargeSparkFlush with conductive fluid / ensure unit is grounded
Preventive & Corrective maintenance advantages and disadvantages
Corrective Maintenance
AdvantagesDisadvantages
Maximum useful life out of unit obtained without repairHigher Cost of downtime
Higher cost of repair as situation becomes urgent with higher shipping charges, or accelerated production.Urgent gets in the way of what is important
Replacements may not be available in required time frame
If inspection has been neglected for some time, then additional parts may require replacing than had the unit been inspected earlier, with some pump parts becoming beyond economical repair.
Stressful
Preventative Maintenance
Can detect issues earlyIf not performed correctly vital resource can be misallocated
Enables advanced plans to be put into placeCan be costly to perform
Work carried out during planned shutdownTime consuming
Monitoring
Enables planned work to be undertaken during lower activity levels and at lowest cost & risk.Pump has to be crucial within a process or above a certain size for monitoring to be cost effective
Live information with Alerts for operation outside normal parameters.Installation within ATEX Environments requires careful planning.
Our Top Tips
Thread Sealant – The use of semi-permanent thread sealant will ensure vitality important threaded fasteners such as bolts or screws on shafts, couplings or pump casings do not self-loosen due to vibration and become disengaged.
Interchangeable Spares – Our range of pumps are modular in design utilizing interchangeable spares, meaning on site stock holding of parts can be reduced by up to 80% further reducing slow moving stock.
Repair & Replace – Choosing to repair an existing pump within a process of vital importance, as well as replace, is a strategy we recommend for maximizing plant efficiencies and reducing downtime. Should unexpected pump failure occur, your process can be restored quickly.
Checklists & Logs – The use of checklists and logs ensures a fully repeatable process ensuring important maintenance intervals are not missed. Logs can provide valuable insight and reveal a pattern before failure occurs enabling easier troubleshooting.
If system changes are logged insights can be obtained between cause and effect. If maintenance activities are recorded on site, should key people leave, key information remains accessible rather than leave with the engineer.
If your unit is in need of overhaul, spares or help with diagnosing failure we are here to help



Water Sector Talent Exodus Could Cripple The Sector
Maybe if things are essential for the running of a country and we want to pay a fair price we should be running these utilities on a not for profit...