
An electronically controlled precision spraying system such as the FlexFlow™ system with Electric Hydropulse (EHP) or Electric Hydropulse Industrial (EHPI) nozzles can deliver cost effective spraying of expensive spray media in industries such as food processing and wood manufacturing.
In fact, cost savings can be dramatic and sometimes the FlexFlow™ system can pay for itself within a matter of weeks. It does this by:
Improving accuracy
In many situations, expensive fluids are oversprayed in factories and over the course of a year, this results in a lot of waste. If accuracy can be improved, the fluid will be delivered on target more and any overspraying will stop.
Reducing hassle
The hassle involved in setting up the system can be greatly reduced, because all the spray properties can be easily programmed from a simple touchpad interface. This makes it a lot easier to set the nozzles up to be spraying exactly as required. If the set up time is greatly reduced, this can save money at the same time because time is money.
Lowering running costs
These systems do not require any air, and this means that they will have a lower running cost than air actuated or air atomising nozzles. Only a simple electric signal is used to control this system, so the overall running cost is also significantly lower.
Reducing switch over times
If there are variable spray runs on the same conveyor, for example, different programmes can be pre set to ensure switch-over time is vastly reduced.
So, how does it achieve this last benefit?
The FlexFlow™ system is able to separate nozzles into up to 20 different spray zones, meaning that 20 different nozzles or sets of nozzles can be independently controlled. For each spray zone, there are six control settings. They are:
1.TRIGGER START DELAY
Each spray zone can have its own trigger signal associated with it, and the delay between the trigger and the nozzle or the nozzle starting to spray can be programmed in. That can be very important when setting up conveyor-based systems, for example.
2.TRIGGER STOP DELAY
It is also possible to programme in a trigger stop delay; once the signal from the trigger system has been lost, it may be best practice to carry on spraying for a little bit of time in certain spray situations.
3.SPRAY DURATION
By setting it to purely spray on an on/off cycle on a duration, the nozzle(s) will stop, start, and spray for a certain specific period.
4.CYCLE DURATION
The cycle duration can be varied, and this involves programming in the delay between those set programme spray times. This is particularly useful for a very regular conveyor that doesn’t require a trigger sensor at each time. The trigger sensor may just be the start of the conveyor, and it then sprays in a methodical way. The length of the spray can be varied, along with the length of the off cycle between the sprays.
5.SPRAY DUTY
The duty of the spray is a percentage; at 100%, the nozzle is spraying all the time and that can be varied down to 50% or lower using pulse-width modulation. This will rapidly cycle the nozzles on and of so that they are off half of the time during the 50% duty spray cycle. This rapid on and off cycling still produces a consistent spray. It is only the flow rate that is being reduced by 50%.
With duty, it is possible to programme in the flow rate desired out of the same set of nozzles spraying at the same pressure. This is incredibly useful for variable product runs.
6.PULSE-WIDTH MODULATION FREQUENCY
If spraying at 50% duties, the flow rate will be reduced by half and the frequency of that rapid pulsing can be varied to obtain a more consistent spray pattern; the faster it is cycled on and off, the most consistent the spray pattern.
What does all this control actually mean?
It means the flow rate of the fluid can be varied without changing the nozzles or the fluid pressure, by using pulse-width modulation to rapidly cycle the nozzle on and off. This allows for variable dosing.
It is also possible to vary the trigger delay and the spray length time for different shapes of product to be sprayed, or different speeds of conveyor or different topologies, all off the same set of nozzles.
Different nozzles coming on for different and particular spray runs could be used, which would result in a number of different nozzle spray zones set up on a single conveyor, and maybe some could be actuated depending on the product being put through.
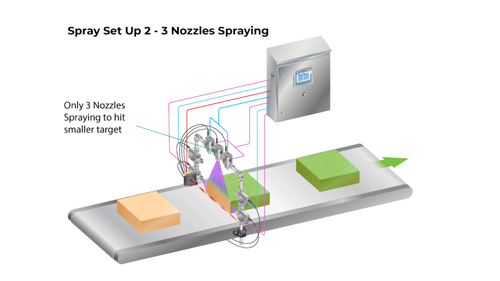
With a system such as FlexFlow™, it's entirely possible to pre-programme a number of different types of spray set up on the same conveyor with one set of nozzles. Set up and programmed in to begin with, it merely takes the press of a button to switch from, say, coating one particular shaped product to a different shaped product (see diagrams) or applying different amounts of coating on one set of products to another.
For more information on the FlexFlow™ system and EHP/EHPۙ electric nozzles, contact:
Call on 01273 400092
Email info@spray-nozzle.co.uk



Water Sector Talent Exodus Could Cripple The Sector
Well let´s do a little experiment. My last (10.4.25) half-yearly water/waste water bill from Severn Trent was £98.29. How much does not-for-profit Dŵr...