
Oxyfuel cutting is a thermal cutting process that involves the use of fuels, including gasoline, in the presence of oxygen to cut metallic workpieces.
Oxyfuel cutting technology followed the development of oxy-acetylene welding by Charles Picard and Edmond Fouche from France in 1903. The cutting process uses oxygen to raise the flame temperature which is critical for inducing localised melting of the material being cut.
In the early 20th century, prior to the development of arc welding, oxy-acetylene was recognised for its welding and cutting capability for most commercial metals such as cast iron, carbon steel, steel alloys, magnesium, and aluminum alloys. However, in recent decades, oxyfuel cutting has been embraced widely as an industrial cutting technology owing to its efficiency and effective cutting capabilities. Oxyfuel cutting can cut materials of up to 250mm, the cutting equipment is relatively low cost, and the process can be automated for large-scale material cutting. This article explores the fundamental cutting process, the benefits, and fundamental techniques employed in oxyfuel cutting.
The Cutting Process
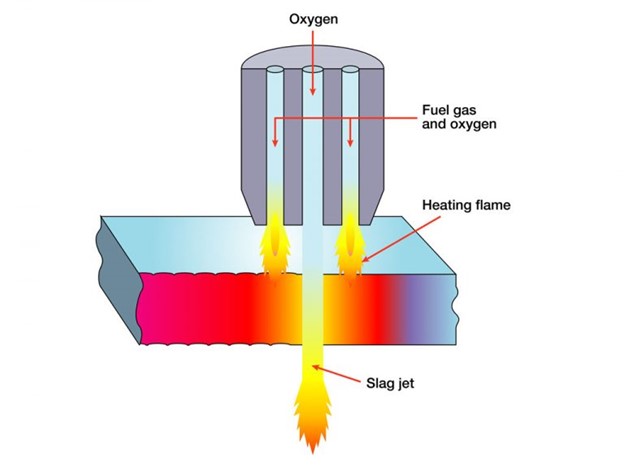
During the oxyfuel cutting process, a mixture of the fuel gas and oxygen is focused on the workpiece, preheating the metal to below its melting temperature. A jet containing pure oxygen is then directed to the preheated region of the metal causing an exothermic reaction between the metal and oxygen to form a slag or an oxide of the metal. The oxygen injected into the metal also blows away the slag thereby allowing the jet to penetrate through the metal as it cuts through. Figure 1 shows a schematic diagram of the oxyfuel cutting process
Fundamental requirements of the oxyfuel cutting process
- The preheating temperature on the material must be lower than its melting temperature. Preheating beyond the melting temperature would result in material flow before cutting
- The melting point of the slag must be lower than in the rest of the material to allow the oxygen jet to blow it away.
- Gaseous products should be minimal to prevent dilution of the cutting oxygen jet.
- The reaction between the oxygen jet and the material (oxidation) should be sufficient to maintain the preheating temperature.
Oxyfuel Cutting Equipment
The Cutting Torch
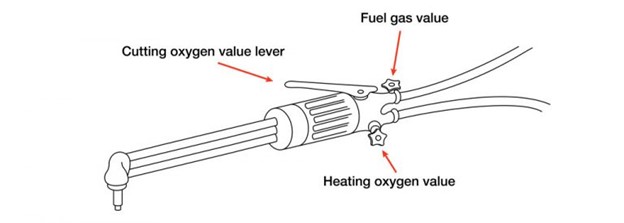
Cutting torch design is similar to that of the common welding torch. Fuel gas and oxygen are continually mixed to produce the preheating flame. A separate pipe is connected to allow the supply of pure oxygen for the cutting process. This pipe is often controlled by a different valve fixed on the torch lever. Figure 2 shows a typical cutting torch.
The Cutting Nozzles
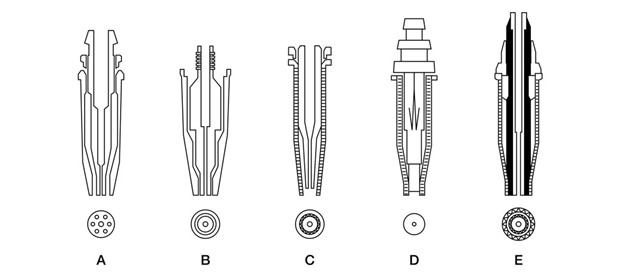
The cutting nozzles are often designed in form of a central port which can either have numerous small ports or annulus. Acetylene cutting nozzles often employ multiple small circular ports whereas propane cutting nozzles use annular slots. The smaller ports in the acetylene nozzle allow mixing of the oxyfuel and oxygen in the required proportion for preheating while a central port allows the supply of an oxygen jet. The central port is adjusted based on the thickness of material to be cut. Figure 3 illustrates schematic diagrams of the various types of nozzle designs.
Fuel Gases Used in Oxyfuel Cutting
Acetylene
Of all the fuel gasses, Acetylene is considered to produce the highest temperature flame, approx. 3600oC. This allows faster and rapid penetration of heat into the material during preheating. The flame speed is about 7.4m/s, a calorific value of about 18890kJ/m3 makes the flame intense at the material surface whilst at the same time reducing heat-affected zones (HAZ) and therefore lowering the degree of material distortion
Propane
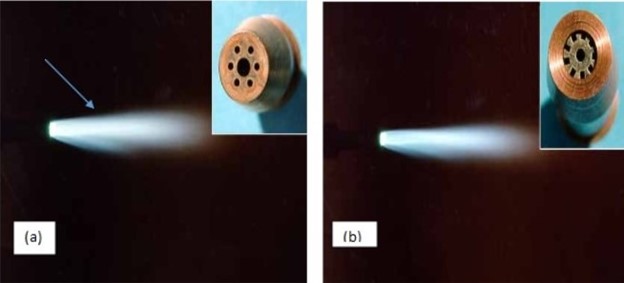
Propane-oxygen mix produces a flame temperature of about 2828oC, lower than that of acetylene. However, the total combustion heat is greater than that of acetylene with a calorific value of about 10433kJ/m3. The piercing speed is about 3.3m/s. Notably, propane has a higher stoichiometric requirement for oxygen as compared to acetylene. Taking these factors into account, propane has an oxygen to fuel ratio of about 4.3:1 while that of acetylene is about 1.2:1. Figure 4 shows a comparative overview of acetylene and propane gas jets with their respective nozzle designs.
Propylene
Propylene is a product of liquid petroleum gas (LPG) with a flame temperature of about 2896oC, relatively higher than that of propane but lower than that of acetylene. However, it has a high calorific value of about 7200kJ/m3. Its major drawback is the requirement for a high stoichiometric oxygen to fuel ratio of about 3.7:1 just like propane
MAPP
MAPP is a mix of several hydrocarbons, principally propadiene and methylacetylene. The flame temperature is about 2976oC, greater than that of propane and propylene. The calorific value is about 15445kJ/m3 which is lower than that of acetylene but higher than that of propane. MAPP exhibits higher gas flows with a lower flame temperature which makes the piercing time longer than that of acetylene. Conversely, MAPP produces higher gas pressure relative to acetylene and so can be employed in deep water cutting.
Natural gas
Natural gas exhibits the lowest flame temperature of about 2770oC, lower than that of the other oxyfuels. It has a lower calorific value of about 1490kJ/m3 and hence has the lowest piercing rate.
Oxy-Fuel Cutting Techniques
Cutting thick materials
When cutting thick materials, high gas consumption is expected. This often requires large oxygen cylinders and oxyfuel pipelines to allow adequate gas supply. Therefore to ensure economic and effective cutting it is important to ensure the preheat temperature is sufficient to make the material bright red hot prior to cutting.
Cutting galvanized or painted materials
For effective cutting of these materials, the surface should be cleaned thoroughly before the cutting process. It is also recommended to incline the nozzle tip to allow undercutting of the scale or paint. Adequate Ventilation should be provided owing to the gases which may be produced. In some cases, respirators may be required to protect operatives during the cutting process.
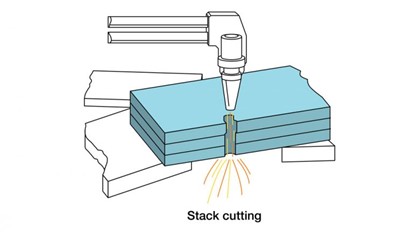
Stack-cutting
This form of cutting involves simultaneous cutting of several components of the same size and shape, clamped together to form a single unit. It is recommended to mark the top plate and the cutting profile before proceeding to cut. Figure 5 illustrates a typical stack-cutting process.
Conclusion
Oxyfuel cutting technology enables rapid material cutting with low costs as well as the ability to cut thick materials. It provides an excellent solution for industrial, construction as well as repair operations. This article has discussed the fundamental cutting process along with various techniques employed in oxyfuel cutting.
Here at Omnidex laser, we operate on an automated oxyfuel cutting machine coupled with ESPRIT Viper 4000 CNC that ensures high dimensional integrity and top-notch metal profiling products. Our dedicated team is highly experienced and provides world-class customer service. We provide diverse solutions in metal cutting to our clients, enabling them to make informed decisions about their projects.



UK Enters ‘Golden Age of Nuclear’
Apologies if this is a duplicate post - a glitch appears to have removed the first one: > While I welcome the announcement of this project, I note...